Souder les CMS, ça peut être simple
Deux méthodes : la plus facile pour commencer
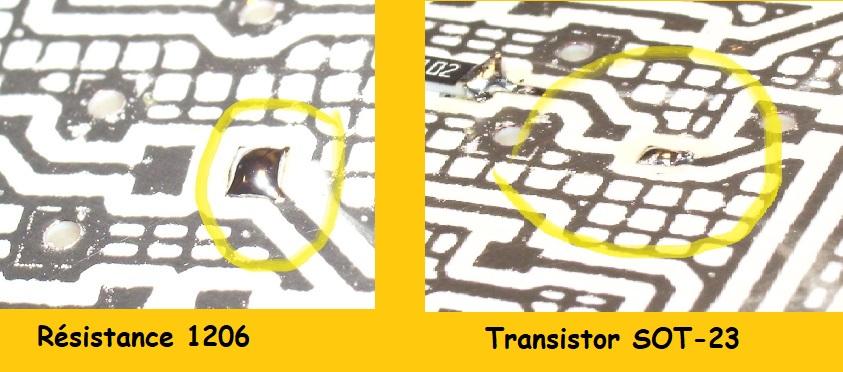
On n'a pas le choix, si l'on ne veut pas faire sous-traiter le câblage des circuits imprimés, ou pour faire du prototypage, et en voir le résultat pour des essais immédiats, il va falloir se mettre à travailler avec des CMS (ou SMD : Composants montés en surface ) . Mais restons raisonnable : je ne descends pas en dessous de 1206 dans la taille des composants et c'est parfois assez difficile déjà avec cette dimension .
 La première des choses, c'est de ne pas trembler, sinon ce n'est même pas la peine d'essayer ! Pour certains, ce sera le petit verre de vin blanc le matin ... J'ai de la chance, malgré l'âge, je suis relativement stable et la vue reste acceptable !
La première des choses, c'est de ne pas trembler, sinon ce n'est même pas la peine d'essayer ! Pour certains, ce sera le petit verre de vin blanc le matin ... J'ai de la chance, malgré l'âge, je suis relativement stable et la vue reste acceptable !
Les outils :

Le premier outil, et le plus important, c'est le plan de travail qui doit être propre, dégagé et éclairé convenablement . La table doit être haute, et la position assise sur un siège très stable est impérative . Les lunettes grossissantes comme celles que Madame m'a offert et qui sont sur la photo, ont de gros avantages : légères, confortables, avec un grossissement modéré, et les foyers avancés pour regarder avec ou sans, sans se servir de ses mains... Il en existe avec éclairage à leds, mais c'est lourd et toujours en panne ... Une lampe à leds de 50 W au dessus du plan est beaucoup plus confortable et efficace.
La brucelle de préhension des SMS doit être de qualité également si vous ne voulez pas passer votre temps à genoux à chercher les composants. Sans jeu, et avec un matériel qui ne se déforme pas.
Je n'utilise pas ma station de soudage, mais un tout petit fer à souder (Chinois) thermostaté avec une panne nickel extrêmement fine ! C'est pas cher, ça marche, et quand la panne est usée, elle se jette : c'est facile à changer . Attention : il est alimenté par une fiche deux broches, donc si vous faites du FET ou du MOSS, il y a intérêt à prendre une pince croco et un fil de terre ! C'est bien pratique ce petit fer ! Et surtout, on ne le met pas à fond; on reste dans les préconisations du fabricant de soudure .
Le fil d'étain ( je cause comme les anciens) est d'un petit diamètre (0,8mm) avec âme décapante multi canaux ... Je vais me faire allumer par les écolos, mais les étains sans plomb donnent un résultat plus proche du collage que de la soudure => donc je ne dis rien, mais gardez précieusement les vieux stocks ! Visiblement, on en trouve encore chez RadioSpares .
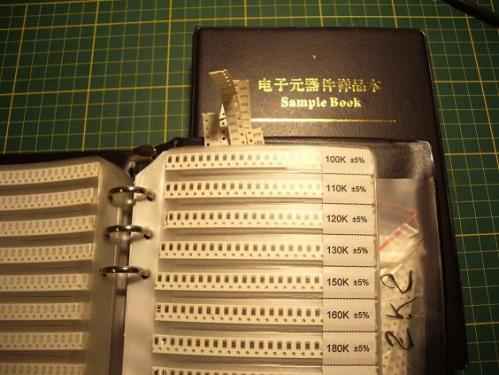 Une autre chose qui ne coûte pas cher chez AliExpress, et qu'il est fortement conseillé de posséder: c'est les classeurs de composants: tout un assortiment que l'on réaprovisionne quand ça baisse dans une ou plusieurs bandes ... Personnellement, j'en ai un pour les résistances, un pour les condensateurs et un pour les semis conducteurs: Diodes, Transistors, Leds, etc .
Une autre chose qui ne coûte pas cher chez AliExpress, et qu'il est fortement conseillé de posséder: c'est les classeurs de composants: tout un assortiment que l'on réaprovisionne quand ça baisse dans une ou plusieurs bandes ... Personnellement, j'en ai un pour les résistances, un pour les condensateurs et un pour les semis conducteurs: Diodes, Transistors, Leds, etc .
On s'y jette ?
Après avoir chaussé mes lunettes loupes, la première des choses que je fais, c'est commencer par étamer au fer, un seul côté des pads sur lesquels viendront se placer les composants . Il n'est pas nécessaire d'en mettre trop quitte à reprendre la soudure en dernière opération (nous n'en sommes pas encore là).
Les pastilles étant étamées, avec la brucelle dans la main gauche (je suis droitier), je viens orienter le circuit pour avoir la pad étamée à droite. Puis saisir avec la brucelle le CMS (correctement orienté, si c'est une diode ou un électrochimique ), et avec le fer dans la main droite, je liquéfie l'étain sur la pad et viens y déposer le composant; je retire le fer et ne bouge plus quelques secondes, le temps que la soudure refroidisse et je passe au suivant, dans la foulée ...

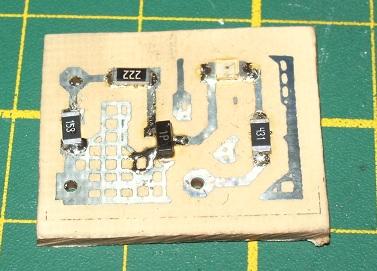
Lorsque tous les SMDs sont en place, il ne reste plus qu'a souder les autres pattes de composants sur les pads ! Avec la même rigueur et sans mettre trop d'étain ... ça va assez vite, mais restons vigilent à ne pas en oublier . Puis si nécessaire, on 'arrange' les soudures qui sont moches avec un contrôle visuel permanant ...

Avec de la pâte à braser
Une vidéo pour remplacer un long texte ... Les ustensiles nécessaires sont décrit juste après; ainsi que les détails de leur utilisation ... Un thermostat programmable remplace la coupure et mise en marche manuelle du four par la gestion intelligente de l'alimentation. On met le mini four en mode résistance, sans chaleur tournante, avec son thermostat et le minuteur à fond, pour éviter que les commandes du four ne viennent perturber la régulation. Ce dispositif permet aussi de se passer du multimètre utilisé en thermomètre.
Le matériel nécessaire est réduit au strict minimum : une paire de lunette loupe, une brucelle de bonne qualité pour la mise en place des CMS, un tube de pâte à braser, un petit cutter pour 'rattraper' les éventuels dépassements et le multimètre muni d'un thermocouple pour suivre la cuisson. (Attention il faut un thermocouple: les sondes de température ne tiennent pas au delà des 100° )...
La pâte à souder :
 C'est un produit disponible sous forme de seringue d'application. La mienne vient de chez Aliexpress et me donne entière satisfaction en respectant toutefois certaines règles. Ce produit est en principe prévu pour une application au masque et raclette : si vous sous-traitez la réalisation de vos circuits, un masque perforé aux bons endroits vous sera en principe fourni; mais si vous gravez vous même, comme moi, la crème de soudure est déposée à la seringue. L'aiguille est dans le corp, et il faut la monter au bout, puis "amorcer "en poussant le piston ( pour ça, j'utilise un bout de tube IRO de 9mm), et ne déposer que très peu de produit sur chaque pad . Je n'appui pas sur le piston et ne laisse que le minimum sur le cuivre. Les vertus collantes ont le gros avantage de retenir le composant mais aussi l'inconvénient de faire des fils, au levage de l'aiguille, qui, loi de Murfy oblige, vont se déposer là où il ne faut pas . Et c'est avec la lame du cutter que j'ôte les coulures et les ramène dans le périmètre adéquat, tout en donnant un petit coup de chiffon sur la lame après chaque intervention ...
C'est un produit disponible sous forme de seringue d'application. La mienne vient de chez Aliexpress et me donne entière satisfaction en respectant toutefois certaines règles. Ce produit est en principe prévu pour une application au masque et raclette : si vous sous-traitez la réalisation de vos circuits, un masque perforé aux bons endroits vous sera en principe fourni; mais si vous gravez vous même, comme moi, la crème de soudure est déposée à la seringue. L'aiguille est dans le corp, et il faut la monter au bout, puis "amorcer "en poussant le piston ( pour ça, j'utilise un bout de tube IRO de 9mm), et ne déposer que très peu de produit sur chaque pad . Je n'appui pas sur le piston et ne laisse que le minimum sur le cuivre. Les vertus collantes ont le gros avantage de retenir le composant mais aussi l'inconvénient de faire des fils, au levage de l'aiguille, qui, loi de Murfy oblige, vont se déposer là où il ne faut pas . Et c'est avec la lame du cutter que j'ôte les coulures et les ramène dans le périmètre adéquat, tout en donnant un petit coup de chiffon sur la lame après chaque intervention ...
Pour ranger l'aiguille après utilisation, et éviter que la pâte ne sèche en obstruant le conduit, j'enfile dedans un morceau de fil de câblage, que je jetterai lors du prochain usage ... Et remet l'aiguille dans son emplacement initial .
La température de refusion est indiquée sur le tube . Celle-ci devra être atteinte, avec un léger dépassement pendant un temps assez court ; on verra ça dans l'analyse de la courbe de chauffe ...
La mise en place des CMS:
Au niveau amateur, on n'a pas trop le moyen de s'offrir une machine d'insertion automatique... Ce qui veut dire qu'on va devoir se la palucher avec la plus grande précaution ! Par mon expérience, je déballe d'abord les composants dans un U très étroit en aluminium, les uns derrière les autres, et pré-orientés pour respecter les polarités de ceux qui doivent l'être. Voilà pour la préparation .
Avant la pose du premier, j'oriente le circuit "à ma main" pour faciliter le travail de dépôt de ce CMS ( Ce n'est pas flagrant sur la vidéo car je dois laisser le champ de vision ). Puis on saisi le composant avec la brucelle; en le ré équilibrant dans les becs, ensuite on l'applique à sa future place en guidant le bout de la pince avec l'index de la main libre (On peut tirer la langue mais on n'a pas le droit de trembler ! ) Il suffit de répéter l'opération jusqu'à ce que tous les CMS soient en place et bonne place.
La préparation du four:
Le minuteur et le thermostat du four sont mis au maximum, pour ne pas avoir a subir les coupures de l'un ou de l'autre ! C'est moi qui commande ! Le type de cuisson est en mode Résistance haute et basse (four classique, pas de chaleur tournante, ni de grill ET surtout pas de micro-ondes (humour )). Sur la grille, au milieu et au plus près du circuit imprimé, on clips le thermocouple sans qu'il ne touche aucune masse, pour garantir l'absence de toute inertie et avoir une mesure quasi instantanée . On passe son fil par la porte sans que ça ne gêne la fermeture et le circuit à souder est placé au milieu et au plus près de de la sonde. On ferme le portillon et on allume le multimètre en position mesure de température. Il faudra peut-être faire des manips (ex.: manuel <=> auto) sans incidence, de temps en temps, pour éviter l'extinction automatique si le multimètre en est doté.
La refusion:
Une fois le four prêt, on va devoir le faire chauffer mais en respectant le plus précisément possible la courbe jointe ci-dessous. Le but étant de souder les composants, surtout sans les détruire ! Une raison donc de regarder les datasheets de chacun et ne pas poser les composants sensibles. Il ne faut pas surchauffer non plus le circuit, surtout, si comme moi, vous utilisez de la bakélite; il vaut mieux éviter qu'elle jaunisse et que le cuivre prenne un aspect bleuté qui rappelle la couleur de l'acier. Ce qui le rendrait insoudable avec le fer, pour continuer le montage de ce qui n'a pas pu être soudé par refusion. 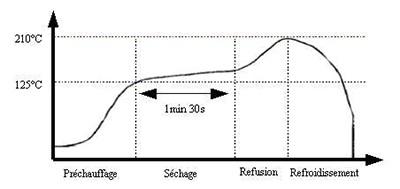
La courbe à respecter se décompose ainsi :
- La montée en température où l'on peut chauffer sans aller trop vite, pour éviter les chocs thermiques sur les CMS, jusqu' à 125° C, en faisant surtout attention de ne pas dépasser de plus de +/-10°c ce palier.
- Une fois ce niveau de température atteint, on le conserve précisément pendant 1 minute et 30 secondes par coupures et réenclenchements successifs de la prise ou de l'interrupteur du tableau d'alimentation . Ce stade doit être précis car c'est ce qui permet la préparation de la pâte à braser pour le soudage; le "rattroupement" de la pâte sous les pattes des composants et pads du circuit; et aussi le séchage par évaporation des produits de préparation au soudage .
- Après le maintien des 125°C pendant la minute et demie, on laisse monter le four à la température de soudure de la pâte à braser (+ 10 à 20 °C) pendant 30" à 45" ... Sur mon tube (cerclé en jaune ) elle est de 183°C ! donc si j'ajoute 15°C ça me donne 183 + 15 = 198°C a maintenir assez précisément pendant ce temps .
- Quand le temps est écoulé on coupe le courant et on laisse refroidir lentement : on n'ouvre pas le portillon du four pour éviter le choc thermique sur les composants, avant que l'ensemble ne soit redescendu à 55°C.
C'est la courbe que j'ai programmé dans mon Thermostat de refusion décrit sur ces pages ... Si c'est pour un usage occasionnel, on peut se contenter d'asservir le four manuellement en jouant sur la prise ou le bouton du tableau d'alimentation pour rester dans la plage des températures imposées par la courbe .
Et pour terminer :
Les CMS sont une réalité ! même si l'on n'aime pas ça, nous gens de la vieille école, nous sommes obligés d'y passer et de nous y mettre ! Avec un gros avantage, c'est que ce n'est pas cher, mais la miniaturisation limite l'amateur dans pas mal de choses qu'il n'a plus la possibilité de faire lui-même ! On trouve des combines et astuces afin de continuer à faire vivre notre passion ...
Ajouter un commentaire